












광학 부품 규격 이해하기
광학 부품 규격은 특정 성능 요건에 해당 부품이 얼마나 잘 부합되는지 기술하기 위해 부품 또는 시스템의 설계 및 생산 전반에 활용됩니다. 광학 부품 규격이 유익한 것은 다음과 같은 두 가지 이유에서입니다. 먼저 시스템 성능을 좌우하는 주요 변수의 허용 한계를 지정합니다. 두 번째로는 생산에 드는 리소스(즉, 시간 및 비용)의 양을 지정합니다.
광학 시스템은 under-specification 또는 over-specification으로 인해 문제가 될 수 있는데 어느 쪽이든 불필요한 리소스 지출을 유발할 수 있습니다. Under-specification은 필요한 변수를 모두 제대로 정의하지 못했을 때 발생하며 부적합한 성능을 유발합니다. Over-specification은 광학 또는 기계적 요건의 변화를 고려하지 않은 채 시스템을 너무 여유 없게 정의할 때 발생하며 이로 인해 비용이 커지고 생산이 더 어려워집니다.
광학 부품 규격을 이해하려면 먼저 어떤 의미를 갖고 있는지 검토하는 것이 중요합니다. 끊임 없이 증가하는 제품 종류 개수를 단순화하려면 렌즈, 미러, 윈도우의 가장 일반적인 생산, 표면 및 소재 규격을 검토하십시오. 필터, 폴라라이저, 프리즘, 빔스플리터, 그레이팅, 광섬유 제품도 광학 규격의 상당 부분을 공유하므로 가장 일반적인 규격들을 이해하면 대다수의 광학 부품을 이해하는 데 큰 도움이 될 수 있습니다.
생산 규격
직경 공차(Diameter Tolerance)
원형 광학 부품의 직경 공차는 허용 가능한 직경 값을 알려 줍니다. 이러한 생산 규격은 광학 부품을 제조하는 공장의 기술과 역량에 따라 차이가 있을 수 있습니다. 직경 공차는 광학 제품 자체의 광학 성능에는 아무런 영향을 주지 않지만 임의의 홀더에 광학 제품을 장착하려는 경우에는 매우 중요한 기계 공차입니다. 예를 들어, 광학 렌즈의 직경이 공차 값과 다를 경우 장착된 어셈블리의 기계적 축이 광학 축과 달라져 중심을 벗어날 수 있습니다(그림 1). 직경의 일반적인 제조 공차는 보통 품질의 경우 +0.00/-0.10 mm, 정밀 품질의 경우 +0.00/-0.050 mm, 고품질의 경우 +0.000/-0.010 mm입니다.

그림 1: 시준된 빛의 decentering(탈중심화)
중심 두께 공차(Center Thickness Tolerance)
광학 부품, 특히 렌즈의 중심 두께는 센터에서 측정한 부품의 소재 두께입니다. 중심 두께는 렌즈의 바깥 가장자리 사이 축으로 정의되며, 렌즈의 기계적 축을 가로질러 측정됩니다. 중심 두께는 곡률 반경과 함께 렌즈를 통과하는 광선의 광경로 길이를 결정하기 때문에 렌즈의 중심 두께 편차는 광학 성능에 영향을 끼칠 수 있습니다. 중심 두께의 일반적인 제조 공차는 보통 품질의 경우 +/-0.20 mm, 정밀 품질의 경우 +/-0.050 mm, 고품질의 경우 +/-0.010 mm입니다.
곡률 반경(Radius of Curvature)
곡률 반경은 광학 부품의 정점과 곡률 중심 사이의 거리로 정의됩니다. 표면이 볼록면인지, 평면인지, 오목면인지에 따라 값이 양수, 0, 음수가 될 수 있습니다. 곡률 반경 값을 알면 렌즈나 미러를 통과하는 광선의 광경로 길이를 파악할 수 있지만 표면 굴절능을 결정하는 데 있어서도 큰 역할을 수행합니다. 곡률 반경의 제조 공차는 일반적으로 +/-0.5이지만 정밀 제품의 경우 +/-0.1%, 극히 높은 품질이 필요한 경우엔 +/-0.01%까지 낮출 수 있습니다.
센터링(Centering)
센트레이션(centration) 또는 디센터(decenter)로도 알려져 있는 렌즈의 센터링은 빔 편차 δ (공식 1)로 지정됩니다. 빔 편차를 알면 간단한 공식으로 웨지 각도 W를 계산할 수 있습니다(공식 2). 렌즈의 디센터 양은 광학 축으로부터 기계적 축까지의 물리적 변위입니다. 렌즈의 기계적 축은 단순한 렌즈의 기하학적 축이며 바깥 원주로 정의됩니다. 렌즈의 광학 축은 광학 표면에 의해 정의되며 표면의 곡률 중심을 연결하는 선입니다. 센트레이션 테스트를 위해서는 압력을 가한 컵에 렌즈를 넣습니다. 렌즈에 가해진 압력으로 인해 첫 번째 표면의 곡률 중심은 자동으로 컵 중심에 놓여짐과 동시에 회전축과 일직선이 됩니다(그림 2). 이 회전축을 따라 배열된 시준된 빛은 렌즈를 통과해 뒤쪽 초점면에 있는 초점에 모아집니다. 컵을 돌려 렌즈가 회전하면 렌즈가 중심을 벗어난 경우 뒤쪽 초점면에 있는 초점이 분산되고 반지름 Δ의 원의 윤곽이 남게 됩니다(그림 1).

그림 2: 센트레이션 테스트
이 때 W는 웨지 각도를 나타내는데 arcmin으로 표시하곤 하며 n은 굴절률입니다.
평행도(Parallelism)
평행도는 두 개의 면이 서로 평행한 정도를 나타냅니다. 윈도우, 폴라라이저와 같이 평행한 면이 시스템 성능에 이상적인 부품을 지정할 때 유용합니다. 이러한 제품은 면이 평행해야 왜곡이 최소화되고 그렇지 않을 경우 이미지나 빛의 품질이 저하됩니다. 일반적인 공차 범위는 5 arcmin부터 수 arcsec 아래까지입니다.
각도 공차(Angle Tolerance)
프리즘과 빔스플리터에서 면 사이의 각도는 광학 성능에 치명적입니다. 이 각도 공차는 보통 광원에서 시준된 빛을 방출하는 autocollimator assembly를 사용해 측정합니다. autocollimator는 프레넬 반사가 다시 반사되어 검사 대상 표면 위에 점을 형성할 때까지 광학 부품의 면 주위를 회전합니다. 이를 통해 시준된 빔이 정확한 정상 입사각으로 표면에 부딪히고 있음을 검증합니다. 그런 다음 전체 autocollimator assembly가 광학 부품 둘레를 회전하면서 다음 광학 표면으로 이동하고 동일한 과정이 반복됩니다. 그림 3에서는 각도 공차를 측정하는 일반적인 autocollimator 설정을 보여줍니다. 2개의 측정 위치 사이의 각도 차이를 사용해 2개 광학 표면 사이의 공차를 계산합니다. 각도 공차는 수 arcmin부터 수 arcsec까지 유지될 수 있습니다.

그림 3: 각도 공차를 측정하는 autocollimator 설정
베벨(Bevel)
글래스의 모서리는 매우 연약하기 때문에 부품을 다루거나 장착할 때는 글래스를 보호하는 것이 중요합니다. 글래스의 모서리를 보호하는 가장 흔한 방법은 모서리를 비스듬히 깎아주는 것입니다. 베벨은 보호 챔버 역할을 하여 모서리 손상을 막아줍니다. 베벨은 face width와 각도에 의해 정의됩니다(그림 4).

그림 4: 광학 렌즈의 베벨
베벨의 절삭 각도는 보통 45°이며 face width는 광학 부품의 직경에 의해 결정됩니다. 마이크로 렌즈나 마이크로 프리즘과 같이 직경이 3.00mm 미만인 광학 부품은 가공 중에 모서리 파손 우려가 있어 모서리를 깎지 않습니다. 직경이 곡률 반경에 0.85를 곱한 값 이상인 렌즈와 같이 곡률 반경이 작은 렌즈의 경우 렌즈의 표면과 가장자리 간에 각도가 크기 때문에 베벨이 필요하지 않습니다. 다른 모든 직경의 경우 최대 face width가 표 1에 나와 있습니다.
| 표 1: 베벨 공차 | |
|---|---|
| 직경 | 베벨의 최대 face width |
| 3.00mm – 5.00mm | 0.1mm |
| 5.01mm – 25.4mm | 0.25mm |
| 25.41mm – 50.00mm | 0.3mm |
| 50.01mm – 75.00mm | 0.4mm |
유효 구경(Clear Aperture)
유효 구경은 규격을 충족시켜야 할 광학 부품의 직경이나 크기로 정의됩니다. 유효 구경을 벗어나면 제조 업체는 해당 광학 부품이 명시된 규격에 맞을 것임을 보장하지 않습니다. 생산상의 제약으로 인해 광학 부품의 직경 또는 길이 x 폭과 정확히 일치하는 유효 구경을 생산하는 것은 거의 불가능합니다. 렌즈의 일반적인 유효 구경은 표 2에 나와 있습니다.
그림 5: 그림으로 나타낸 필터의 유효 구경 및 직경
| 표 2: 유효 구경 공차 | |
|---|---|
| 직경 | 유효 구경 |
| 3.00mm – 10.00mm | 직경의 90% |
| 10.01mm - 50.00mm | 직경 – 1mm |
| ≥ 50.01mm | 직경 – 1.5mm |
표면 규격
표면 품질(Surface Quality)
광학 표면의 표면 품질에 따라 외형이 바뀌며 표면 품질에는 스크래치, 구멍 혹은 패인 자국 등의 결함이 포함됩니다. 대부분의 경우 이러한 표면 결함은 외관에만 영향을 주며 시스템 성능에는 별다른 영향을 주지 않지만, 표면 결함으로 인하여 시스템 처리량이 다소 감소하고 산란되는 빛은 약간 증가할 수 있습니다. 그러나 이러한 결함에 더 취약한 표면들이 있습니다. 여기에는 (1) 결함 부위에 초점이 맞춰지는 이미지 면의 표면, (2) 결함으로 인해 에너지 흡수가 증가하고 광학 부품이 손상될 수 있는 고출력이 적용되는 표면이 해당합니다. 표면 품질에 사용되는 가장 흔한 규격은 MIL-PRF-13830B로 기술되는 scratch-dig 규격입니다. scratch designation은 통제된 조명 조건 아래에서 표면의 스크래치를 표준 스크래치와 비교해 결정합니다. 따라서 scratch designation은 실제 스크래치 자체를 기술하는 것이 아니라 MIL 규격에 따라 표준화된 스크래치와 비교 평가하는 것입니다. 하지만 dig designation은 표면의 작은 구멍 혹은 패인 자국과 직접적으로 관련이 있습니다. dig designation은 마이크론 단위의 디그 직경을 10으로 나누어 계산합니다. scratch-dig 규격이 80-50이면 일반적으로 표준 품질로 간주되며 60-40은 정밀 품질, 20-10은 초정밀 품질로 간주됩니다. 표면 품질에 대한 자세한 내용은 여기를 참조하세요.
표면 평탄도(Surface Flatness)
표면 평탄도는 미러, 윈도우, 프리즘, 평면 렌즈와 같은 부품의 평평한 표면의 편차를 측정하는 표면 정밀도 규격의 한 종류입니다. 이러한 편차는 옵티컬 플랫을 사용하여 측정할 수 있으며, 옵티컬 플랫은 테스트 대상의 평탄도를 비교하는 데 사용되는 고품질, 초정밀 기준면입니다. 테스트 대상 광학 부품의 평면을 옵티컬 플랫에 마주 보도록 배치하면 무늬가 나타나는데 그 모양을 통해 검사 대상 광학 부품의 평탄도를 알 수 있습니다. 무늬가 고른 분포를 보이고 똑바르고 평행하면 검사 대상 광학 표면은 최소한 참조용 옵티컬 플랫 이상으로 평평한 것입니다. 무늬가 구부러져 있으면 2개의 가상 선(무늬 중심에 직각인 선 1개, 동일한 무늬 끝 부분을 통과하는 선 1개) 사이의 무늬 개수가 평탄도 편차를 나타냅니다. 평탄도 편차는 파장(λ) 값으로 측정하는 경우가 많은데 테스트 소스의 파장 배수에 해당됩니다. 한 개의 무늬는 파장의 ½에 해당됩니다. 1λ 평탄도는 일반 등급, λ/4 평탄도는 정밀 등급, 그리고 λ/20 평탄도는 초정밀 등급으로 간주됩니다.
Power
표면 정밀도의 유형 중 하나인 power는 굴곡된 광학 표면이나 도수가 들어간 표면에 적용됩니다. 고도로 보정된 곡률 반경을 가진 기준면과 비교해야 하는 점에 있어 평탄도와 비슷한 방식으로 테스트를 거칩니다. 두 표면 사이의 공기층으로부터 발생하는 간섭과 동일한 원리를 이용하면 간섭의 띠 모양 패턴을 사용해 기준면과 테스트 대상 표면의 편차를 설명할 수 있습니다(그림6). 기준 대상과의 편차는 뉴턴의 원무늬(Newton's Ring)로 알려진 일련의 링을 만들어 냅니다. 링이 더 많이 존재할수록 편차는 더욱 커집니다. 밝은 링과 어두운 링의 개수 합계가 아닌 각 링의 개수가 wave of error의 2배수에 해당합니다.
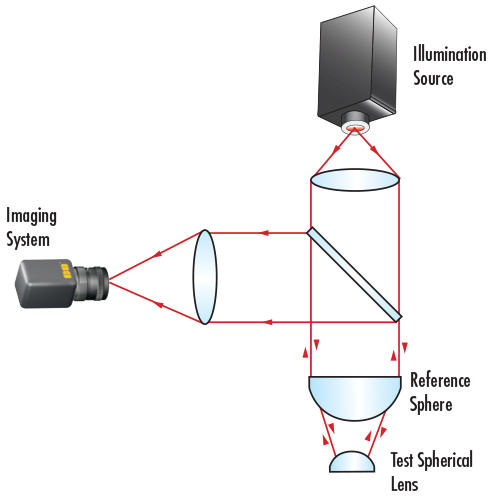
그림 6: 기준면과의 비교 또는 간섭계를 이용해 power error를 테스트하는 모습
power error는 아래의 방정식에 따라 곡률 반경과 관계가 있습니다. 여기서 ∆R은 반경 오차, D는 렌즈 직경, R은 표면 반경, λ은 파장(주로 632.8nm)을 의미합니다.
불균일도(Irregularity)
표면 정밀도 규격의 유형 중 하나인 불균일도는 표면 모양이 기준면의 모양과 얼만큼 다른지 설명합니다. 불균일도는 power와 동일한 방법으로 측정됩니다. 균일도(regularity)는 테스트 표면을 기준면과 비교해 형성되는 원형 무늬의 sphericity를 의미합니다. 표면의 굴절능이 무늬 6개 이상이면 무늬 1개 미만의 작은 불균일도를 감지하기가 어렵습니다. 따라서 power와 불균일도 비율이 약 5:1인 표면을 지정하는 것이 일반적인 관행입니다. 표면 평탄도, power 및 불균일도를 테스트하기 위한 무늬 패턴 해석 및 옵티컬 플랫에 대한 자세한 정보를 보려면 옵티컬 플랫 편을 확인하세요.
표면 조도(Surface Finish)
표면 거칠기(surface roughness)라고도 하는 표면 조도는 표면의 소규모 불균일도를 측정합니다. 일반적으로 연마 공정의 부산물로 우연히 발생합니다. 거친 표면은 매끄러운 표면에 비해 더 빨리 마모되는 경향이 있으며 특히 레이저나 열이 많이 발생하는 어플리케이션에서는 작은 균열이나 결함에 나타날 수 있는 핵 생성 사이트 때문에 적합하지 않을 수도 있습니다. 표면 조도에 대한 제조 공차는 일반 품질의 경우 50Å RMS, 정밀 품질의 경우 20Å RMS, 고품질의 경우 5Å RMS입니다.
소재 규격
굴절률(Index of Refraction)
매질의 굴절률은 매질 속에서의 빛의 속도 대비 진공 속에서의 빛의 속도를 비율로 나타낸 것입니다. 글래스의 일반적인 굴절률은 1.4부터 4.0 사이입니다. VIS 글래스는 IR 스펙트럼에 최적화된 글래스에 비해 낮은 범위를 갖습니다. 예를 들어, N-BK7(대표적인 VIS 글래스)은 굴절률이 1.517인 반면, 저마늄(대표적인 IR 글래스)은 굴절률이 4.003입니다. 적외선 소재에 대한 자세한 내용은 적외선 어플리케이션에 맞는 적절한 소재 편을 확인하세요. 광학 글래스의 굴절률은 광학 표면의 power가 표면 곡률 반경과 표면 한 쪽의 매질이 갖는 굴절률 차이 모두로부터 도출되기 때문에 중요한 특성입니다. 글래스 제조 업체에서 지정한 불균일도는 글래스의 굴절률 편차를 기술합니다. 불균일도는 등급별로 지정되며 등급과 불균일도는 반비례합니다. 다시 말해 등급이 높아지면 불균일도는 감소합니다(표 3).
| 표 3: 불균일도 규격 | |
|---|---|
| 불균일도 등급 | 굴절률의 최대 허용 편차 |
| 0 | +/- 50 x 10-6 |
| 1 | +/- 20 x 10-6 |
| 2 | +/- 5 x 10-6 |
| 3 | +/- 2 x 10-6 |
| 4 | +/- 1 x 10-6 |
| 5 | +/- 0.5 x 10-6 |
아베수(Abbe Number)
글래스의 또 다른 특성 한 가지는 아베수인데 이 상수는 글래스에서 나타나는 분산의 정도를 정량화합니다. 이것은 f(486.1nm), d(587.6nm), c(656.3nm) 파장에서 매질의 굴절률 함수입니다(공식 3).
일반적인 아베수 범위는 25 – 65입니다. 아베수가 55를 초과하는 글래스(분산이 적음)는 crown 글래스이며, 아베수가 50 미만인 글래스(분산이 많음)는 flint 글래스로 간주됩니다. 분산 때문에 글래스의 굴절률은 파장에 따라 달라집니다. 이에 따라 생기는 가장 주목할 만한 현상은 빛의 파장 변화에 따라 초점 거리가 약간씩 달라진다는 사실입니다. 굴절률과 아베수 같은 주요 소재 규격에 대한 자세한 사항은 옵티컬 글래스 편을 확인하세요.
레이저 손상 임계값(LDT)
레이저 손상 임계값(LDT)은 표면이 손상되기 전에 표면이 견딜 수 있는 면적 당 최대 레이저 출력을 나타냅니다. 펄스 레이저 및 연속파(CW) 레이저에 대한 값이 제공됩니다. 레이저 손상 임계값(LDT)은 미러용 소재 규격으로 아주 중요한데, 이는 미러가 다른 광학 부품들에 비해 레이저 제품에 사용되는 경우가 많기 때문입니다. 하지만 다른 레이저 등급의 광학 부품에도 레이저 손상 임계값(LDT)이 표시됩니다. 예를 들어 Ti:Sapphire 레이저 미러(레이저 손상 임계값(LDT)이 0.5J/cm2인 150fs 펄스 레이저와 100kW/cm2인 연속파 레이저)를 생각해 보겠습니다. 이는 이 미러가 반복 속도가 높은 fs 펄스 레이저의 경우 1제곱 센티미터 당 0.5J, 그리고 고출력 연속파 레이저의 경우 1제곱 센티미터 당 100kW의 에너지 밀도를 견딜 수 있음을 의미합니다. 좀 더 작은 영역에 레이저를 집중시키면 전체 레이저 손상 임계값(LDT)이 지정된 값을 초과하지 않도록 적절한 검토를 거쳐야 합니다.
이 밖에도 많은 생산 규격, 표면 규격, 소재 규격이 존재하지만 가장 일반적인 광학 규격을 이해하면 혼동을 크게 줄일 수 있습니다. 렌즈, 미러, 윈도우, 필터, 폴라라이저, 프리즘, 빔스플리터, 그레이팅, 광섬유 제품은 다양한 특성을 공유하기 때문에 이들 사이의 관계, 전체 시스템 성능에 끼치는 영향에 대한 지식을 갖고 있으면 광학 제품, 이미징 및 포토닉스 어플리케이션에 결합할 최상의 부품을 선택하는 데 도움이 됩니다.














본사 및 지사별 연락처 확인하기
견적 요청 도구
재고 번호 입력 필요
Copyright 2023, 에드몬드옵틱스코리아 사업자 등록번호: 110-81-74657 | 대표이사: 이준호 | 통신판매업 신고번호: 제 2022-서울마포-0965호, 서울특별시 마포구 월드컵북로 21, 7층 (서교동, 풍성빌딩)
The FUTURE Depends On Optics®