












비구면 렌즈의 불균일성과 스트렐 비율
본 내용은 레이저 옵틱스 리소스 가이드의 기타 단원에 해당합니다.
모든 광학 시스템은 회절 한계로 알려진 이론적 성능 한계를 가지고 있습니다. 스트렐 비율(Strehl ratio)은 광학 시스템의 실제 성능을 회절 한계 성능과 비교할 때 사용되는 스펙입니다. 비구면 렌즈와 기타 포커싱 옵틱의 경우 스트렐 비율은 회절이 제한된 최대 방사조도에 대한 제조된 옵틱의 최대 초점 방사조도의 비율로 정의됩니다(그림 1).1 각기 다른 비구면 렌즈 제조 기법은 스트렐 비율에 다양한 영향을 미치는 고유의 표면 오류를 일으킵니다. 이와 같은 영향을 이해해야만 필수 사양을 충족하면서 비용이 많이 드는 불필요한 과대 사양 지정을 예방하면서 올바른 비구면 렌즈를 설계할 수 있습니다. 이 점은 f/#가 작은 fast asphere에 더욱 중요하며 기타 방식으로 제조된 비구면 렌즈보다 기존의 광택연마기법으로 제조된 비구면 렌즈에 더 많은 악영향을 미칩니다. 렌즈를 "회절 제한" 성능으로 분류하기 위해 업계에서 정한 표준 임계치는 0.8로서 스트렐 비율이 0.8 이상일 때 회절 제한 렌즈로 규정됩니다.
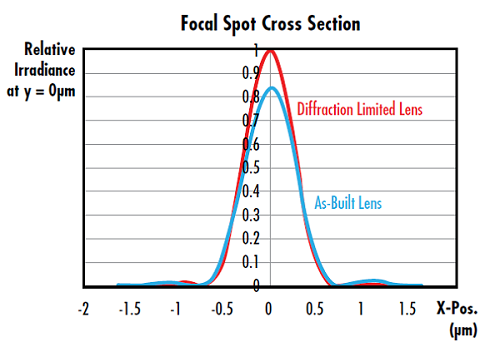
그림 1: 588nm에서 25mm 직경의 f/2 비구면 렌즈로 생성되는 초점(focal spot)의 방사조도 단면도. As-built lens의 스트렐 비율은 0.826이며 회절 제한 기준을 충족함
스트렐 비율은 아래의 근사치를 이용해 계산되는 RMS 투과 웨이브프론트 에러하고도 관련이 있을 수 있으며 이때 $ \small{\sigma} $는 파동의 RMS 웨이브프론트 에러를 가리킵니다.2 단, 이 근사치는 투과 웨이브프론트 에러 수치가 0.1 wave 미만일 때만 유효합니다.3
표면 불균일성이 스트렐 비율에 미치는 영향
옵틱의 스트렐 비율은 표면 불균일성이나 광학 부품의 공칭 스펙과 실제 스펙 간 편차에 매우 큰 영향을 받습니다. 이 때 표면 불균일성은 채택된 제조 방식에 따른 결과물이기도 합니다. 구형의 옵틱은 일반적으로 광학 표면에 낮은 공간 주파수 에러를 발생시키는 광학표면 보다 큰 공구를 사용해 연마됩니다. 그러나 비구면 렌즈 제조 시에는 주로 서브애퍼처 연마광택(subaperture grinding and polishing) 기술이 사용되기 때문에 불균일도가 더 높은 구조를 생성할 수밖에 없습니다. 지정된 표면 불균일성과 근본적인 구조 간의 관계를 이해하면 렌즈의 성능과 최종 스트렐 비율에 대해 좀 더 쉽게 이해할 수 있습니다.
예를 들면 공간 주파수의 영향력을 고려할 필요가 있습니다. 표면의 불균일성을 회전 대칭 코사인 함수로 모델링하면 다양한 코사인 주기에 따라 RMS 표면 불균일성과 상관관계에 있는 최종 스트렐 비율을 알아낼 수 있습니다(그림 2와 그림 3).
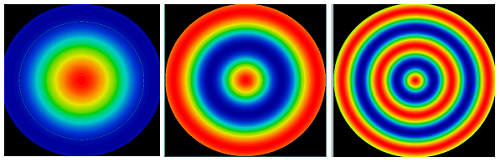
그림 2: 비구면 렌즈 제조 시 발생하는 대표적인 표면 불균일성 오류는 25mm 직경의 f/2 비구면 표면상에서 방사형 코사인 불균일성 맵과 같은 코사인 패턴을 따름. 좌측에서부터 우측으로의 코사인 주기는 20mm, 10mm, 5mm임
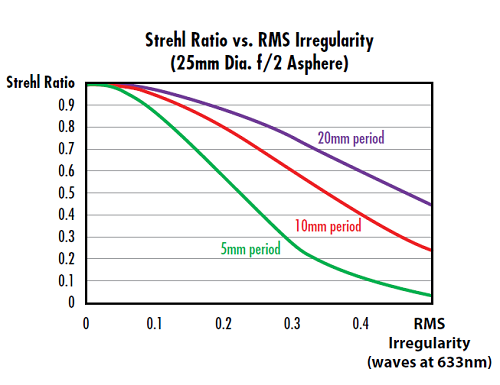
그림 3: 특정 RMS 표면 불균일성에서 비구면 옵틱의 코사인 주기가 더 많아질수록 스트렐 비율은 감소함
여기서 핵심이 되는 계수는 mm 단위의 코사인 주기가 아닌 렌즈 구경에 걸친 주기의 횟수입니다. 비구면 제조 시 서브애퍼처 도구를 사용할 경우에는 대형 직경의 비구면 옵틱보다 직경이 작은 비구면 옵틱에서의 스트렐 비율의 저하가 덜 할 것입니다.
표면 불균일성이 스트렐 비율에 미치는 영향 또한 렌즈의 f/#에 따라 달라집니다. 일반적으로 f/#이 더 작은 비구면 렌즈 또는 유효 구경이 더 큰 비구면 렌즈(faster asphere)는 스트렐 비율에 영향을 미치는 표면 불균일성의 영향에 더 민감한 반응을 보입니다. 그림 4에서는 둘 다 직경이 25mm인 f/2 렌즈와 f/0.75 렌즈를 비교한 예를 확인할 수 있습니다.
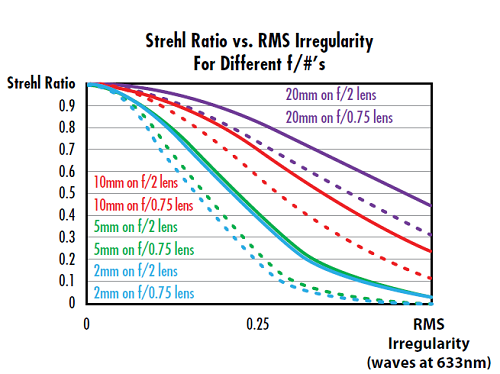
그림 4: 주어진 코사인 주기에서 점선을 실선과 비교하면 f/#이 큰 slower asphere에서보다 f/#가 작은 faster asphere에서 스트렐 비율의 저하가 더 크게 나타남
Power Spectral Density 및 Irregularity Slope
위에서 언급한 예를 근거로 하여 불균일성 맵의 공간 주파수 성분이 렌즈의 스트렐 비율에 영향을 미침을 분명히 알 수 있습니다. PV 또는 RMS의 불균일성 외에도 이러한 공간 주파수를 달성하기 위해 추가의 스펙이 요구될 수 있습니다.
공간 주파수를 직접 평가할 때 사용되는 스펙을 일반적으로 Power Spectral Density 또는 PSD라고 합니다.4 PSD는 표면 불균일성을 공간 주파수의 함수로 평가하며 공간 주파수 범위에서 표적 방식으로 공간 주파수의 양을 제한할 때 사용됩니다. 또한 모든 공간 주파수를 동시에 제한할 때도 PSD를 사용할 수 있습니다.
불균일성의 높은 주파수를 줄일 수 있는 간단하면서도 효율적인 방법은 PV 값 뿐만 아니라 표면 불균일성 맵을 구성하는 코사인 함수의 기울기를 제한하는 것입니다. PV 불균일성 한계를 알고 있다면 기울기가 가파를수록 표면상의 더 높은 공간 주파수와 연관됨을 확인할 수 있습니다(그림 5). 기울기(슬로프)는 대개 최대 RMS 슬로프 값으로 주어지며 이는 최대 슬로프의 단순 요건보다 렌즈의 표면을 더 포괄적으로 평가한 것입니다.5
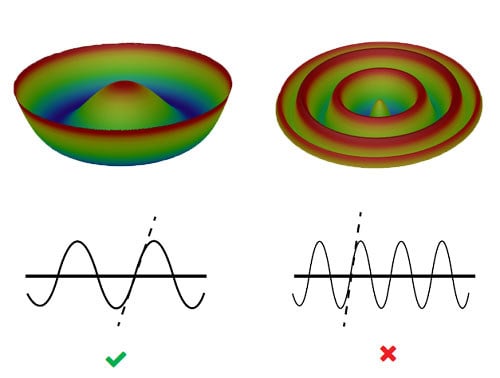
그림 5: 표면 불균일성 맵에 대한 최대 슬로프의 스펙이 지정된 경우 더 높은 공간 주파수 성분이 표면에 미치는 영향을 줄이기 위해 임계치(threshold) 생성 가능
표면 불균일성의 공간 주파수는 스트렐 비율과 비구면 옵틱 성능에 상당한 영향을 미칩니다. 주기가 작을수록 주어진 표면 불균일성에서 스트렐 비율의 저하가 더 많이 발생합니다. 불균일성이라는 스펙 그 자체가 아닌 표면 불균일성이 성능에 가하는 실제 영향력을 이해하기 위해서는 렌즈 표면의 불균일성 맵 형태를 반드시 알고 있어야 합니다.36 f/#이 작을수록 저하량 또한 증가합니다.
참고 문헌
- Strehl, Karl W. A. “Theory of the telescope due to the diffraction of light,” Leipzig, 1894.
- Mahajan, Virendra N. "Strehl ratio for primary aberrations in terms of their aberration variance." JOSA 73.6 (1983): 860-861.
- Smith, Warren J. Modern Optical Engineering. 4th ed., McGraw-Hill Education, 2007.
- Lawson, Janice K., et al. "Specification of optical components using the power spectral density function." Optical Manufacturing and Testing. Vol. 2536. International Society for Optics and Photonics, 1995.
- Messelink, Wilhelmus A., et al., "Mid-spatial frequency errors of mass-produced aspheres," Proc. SPIE 10829, Fifth European Seminar on Precision Optics Manufacturing, 7 Aug. 2018, doi:10.1117/12.2318663.
- Kasunic, Keith J., Laser Systems Engineering, SPIE Press, 2016. (ISBN 9781510604278)












본사 및 지사별 연락처 확인하기
견적 요청 도구
재고 번호 입력 필요
Copyright 2023, 에드몬드옵틱스코리아 사업자 등록번호: 110-81-74657 | 대표이사: 이준호 | 통신판매업 신고번호: 제 2022-서울마포-0965호, 서울특별시 마포구 월드컵북로 21, 7층 (서교동, 풍성빌딩)
The FUTURE Depends On Optics®